

08
2022
-
06
Знакомство с материалами валков и распространенными проблемами
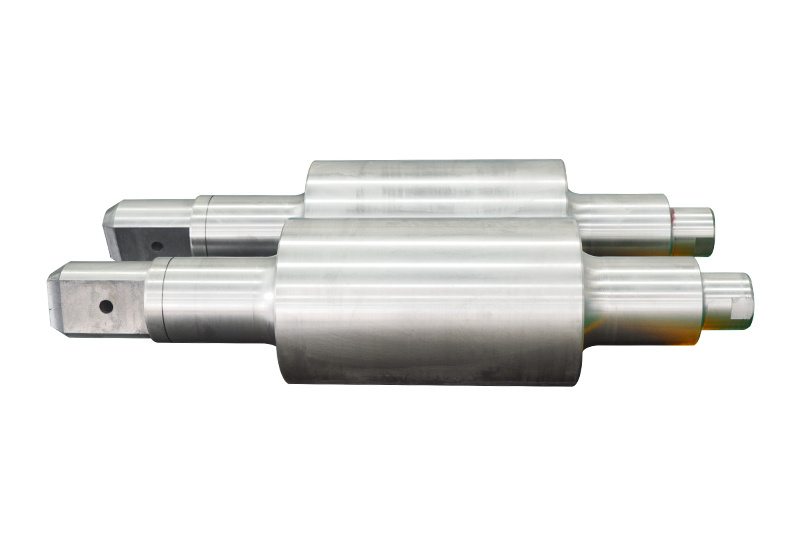
валк Это инструмент для пластической деформации (прокатки) металлов, важная быстроизнашивающаяся деталь, определяющая эффективность прокатного стана и качество проката. Валки являются важной частью прокатного стана на металлургическом заводе, они используют давление, создаваемое одной или группой валков, для прокатки стали. В основном они подвержены воздействию динамических и статических нагрузок, износа и перепадов температур во время процесса прокатки. Так каковы особенности и распространенные проблемы валков? Давайте посмотрим.
I. Классификация и материалы валков
1. Классификация: обычно используются два типа валков: валки для холодной прокатки и валки для горячей прокатки.
2. Существует множество видов материалов, используемых для холодной прокатки, таких как 9Cr, 9Cr2 и т. д. Для этого типа валков предъявляются два требования: во-первых, поверхность валка должна быть закалена; во-вторых, твердость поверхности должна быть в диапазоне от HS45 до 105.
Материал горячекатаных валков обычно составляет 60CrMnMo, 55Mn2 и т. д. Этот тип валков может использоваться в самых разных областях, таких как профильная сталь, сортовой прокат, арматура, высокоскоростная проволока, бесшовные трубы, резка заготовок и т. д. Он выдерживает большие усилия прокатки, сильный износ и термоусталость. Кроме того, рабочая температура горячекатаных валков высока, допускается износ диаметра на единицу работы, поэтому твердость поверхности не требуется, требуется только высокая прочность, вязкость и жаростойкость. Горячекатаные валки подвергаются только полной нормализации или закалке, твердость поверхности должна составлять HB190-270.
II. Распространенные валк типы отказов и причины
1. Трещины. Трещины в основном вызваны чрезмерным локальным давлением и быстрым охлаждением и нагревом валков. На прокатном стане, если сопло эмульсии забито, что приводит к плохим условиям локального охлаждения валков, могут образоваться трещины. Из-за низких зимних температур трещины появляются чаще, чем летом.
2. Отслаивание. Если трещины продолжают развиваться, это приводит к отслаиванию кусками или пластинами. Незначительное отслаивание можно устранить повторной шлифовкой, при сильном отслаивании валок списывается.
3. Ямки. Ямки в основном вызваны попаданием сварных швов или других посторонних предметов в прокатную машину, оставляющих на поверхности валков ямки различной формы. Обычно необходимо заменить валки с канавками. При плохом качестве сварных швов полосы при прокатке сварных швов следует поднимать и опускать, чтобы предотвратить царапины.
4. Прилипание. Прилипание, также известное как прилипание, вызвано обрывами, волнистым складыванием, обрывами краев во время холодной прокатки, при высоком давлении и мгновенной высокой температуре легко образуется склеивание стальной полосы и валка, что приводит к повреждению валка на небольшой площади. После шлифовки и удаления поверхностных трещин валок может продолжать использоваться, но срок службы значительно сокращается, и в дальнейшем легко произойдет отслаивание.
5. Защемление. В основном вызвано чрезмерным уменьшением толщины, что приводит к утолщению или легкому складыванию стальной полосы и смещению стальной полосы, что приводит к утолщению. При сильном защемлении валка валок заклинивает, а полоса растрескивается. При слабом защемлении валка на стальной полосе и валке остаются следы защемления.
6. Разрыв. Основными причинами разрыва валков являются перегрузка (т. е. чрезмерное давление прокатки), валк внутренние дефекты и неоднородное поле напряжений, вызванное неравномерным нагревом валков.
валковый прокат
Предыдущая страница
Предыдущая страница
Профессионализм — залог доверия
2024-06-06
Путь к Контакты нам
Какая помощь вам нужна?
Благодарим Вас за посещение официального сайта. Если у вас есть какие-либо предложения или намерения о сотрудничестве, пожалуйста, используйте следующие методы, и мы ответим как можно скорее, спасибо!
К качеству выживания с целью обслуживания с целью беспроигрышного
Liaoning Yilian Sheng New Material Co., Ltd.
Адрес: Зона экономического развития Чаоян Лючэн, округ Чаоян, город Чаоян, провинция Ляонин
Вице-президент по маркетингу дворца менеджер:86-156-4262-8686
Вице-президент по маркетингу li:86-133-9305-3288
Менеджер экспорта менеджеру:86-135-1315-6826
Электронная почта:ylsxcl@163.com
Copyright©2024 Liaoning Yilian Sheng New Material Co., Ltd.